Branchennachrichten
-

Welche zerstörungsfreien Prüfmethoden eignen sich für große Schmiedeteile?
Ultraschallprüfung (UT): Nutzung der Prinzipien der Ultraschallausbreitung und -reflexion in Materialien zur Erkennung von Defekten. Vorteile: Es kann interne Defekte in Schmiedestücken wie Poren, Einschlüsse, Risse usw. erkennen; Hohe Erkennungsempfindlichkeit und Positionierungsgenauigkeit; Das gesamte Schmieden kann...Mehr lesen -

Anlassen von Schmiedeteilen aus Stahl
Beim Anlassen handelt es sich um einen Wärmebehandlungsprozess, bei dem das Werkstück abgeschreckt und auf eine Temperatur unterhalb von Ac1 (der Starttemperatur für die Umwandlung von Perlit in Austenit beim Erhitzen) erhitzt, über einen bestimmten Zeitraum gehalten und dann auf Raumtemperatur abgekühlt wird. Das Tempern erfolgt im Allgemeinen...Mehr lesen -

Welche Vorteile bietet die Herstellung von Schmiedeteilen aus 4145H?
4145H ist ein Strukturstahl, der hauptsächlich für die Herstellung und Verwendung von Ölbohrwerkzeugen verwendet wird. Der Stahl wird in einem Lichtbogenofen verarbeitet und durch die Soft-Refining-Technologie verarbeitet. Darüber hinaus werden Ölbohrmaschinen häufig verwendet, um die Leistung von Bohrern zu verbessern. Bei Verwendung von 4145H-Stahl in direktem...Mehr lesen -

Wählen Sie 4145H oder 4145H MOD für den Stabilisator
4145H und 4145H MOD sind zwei verschiedene Stahlspezifikationen, die hauptsächlich für hochfeste und Hochtemperaturanwendungen in der Erdöl- und Erdgasindustrie verwendet werden. Ihre Unterschiede liegen in folgenden Aspekten: Chemische Zusammensetzung: Es gibt einen geringfügigen Unterschied in der chemischen Zusammensetzung ...Mehr lesen -

Abschreck- und Anlassbehandlung
Die Abschreck- und Anlassbehandlung bezieht sich auf eine doppelte Wärmebehandlungsmethode aus Abschrecken und Hochtemperaturanlassen, die darauf abzielt, sicherzustellen, dass das Werkstück gute umfassende mechanische Eigenschaften aufweist. Unter Hochtemperatur-Tempern versteht man das Tempern zwischen 500 und 650 °C. Die meisten vergüteten ...Mehr lesen -

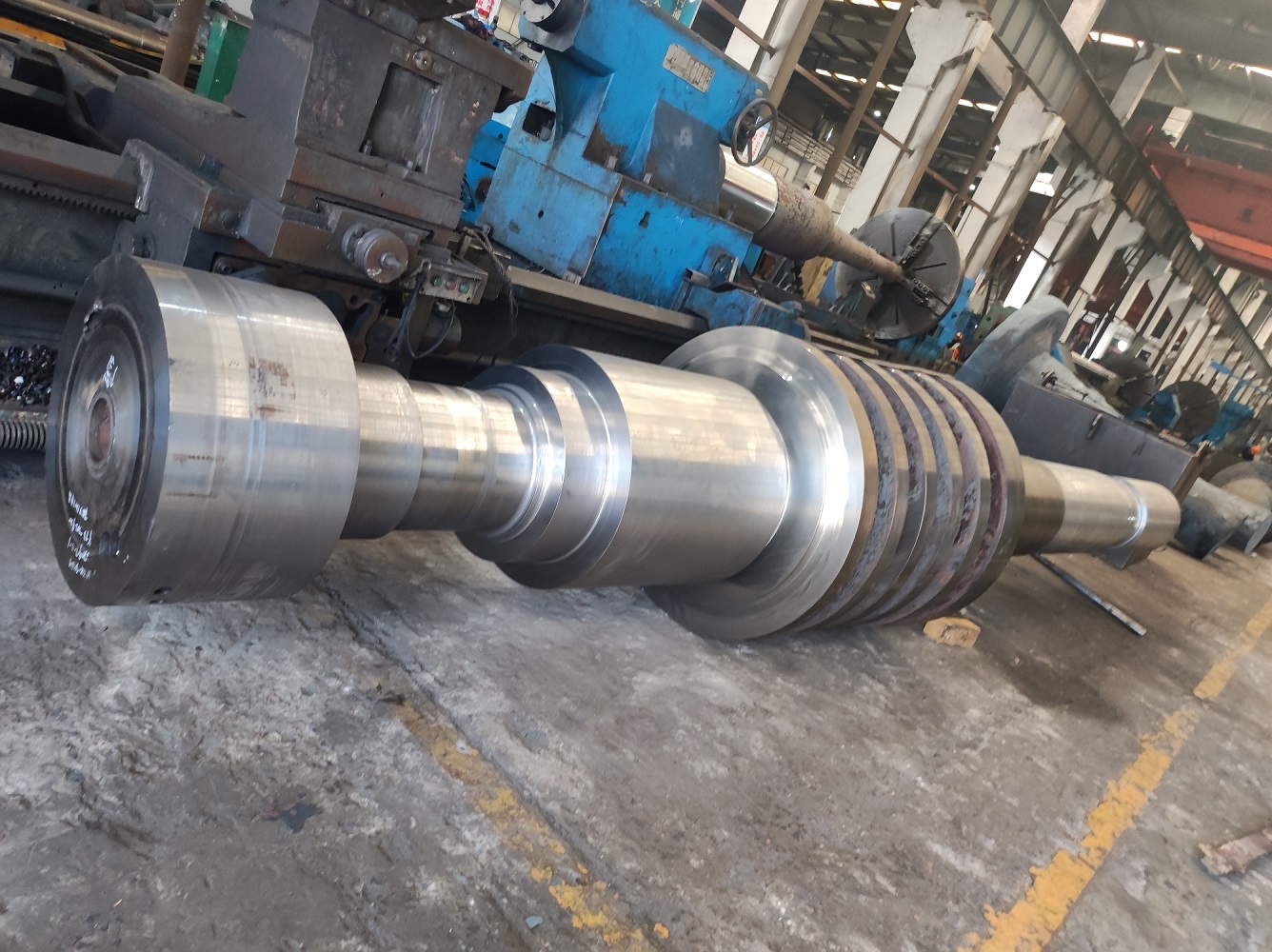
Wellenschmiedeteile für hydraulische Turbinen und hydraulische Generatoren
1 Schmelzen 1.1 Zum Schmieden von Stahl sollte alkalisches Elektroofenschmelzen verwendet werden. 2 Schmieden 2.1 Am oberen und unteren Ende des Stahlbarrens sollte ausreichend Schnittzugabe vorhanden sein, um sicherzustellen, dass das Schmiedestück keine Lunker und starken Entmischungen aufweist. 2.2 Das Schmieden...Mehr lesen -

Offene Schmiedeteile
Zu den Grundprozessen des Freischmiedens gehören Stauchen, Dehnen, Stanzen, Biegen, Verdrehen, Verschieben, Schneiden und Schmieden. Freie Schmiededehnung Die Dehnung, auch Streckung genannt, ist ein Schmiedeprozess, der die Querschnittsfläche des Knüppels verringert und seine Länge vergrößert. Elong...Mehr lesen -
Schmiedeteile für Rotoren industrieller Dampfturbinen
1. Schmelzen 1.1 Für die Herstellung von Schmiedeteilen wird für Stahlbarren eine alkalische Elektrolichtbogenofenschmelze mit anschließender Außenveredelung empfohlen. Für das Schmelzen können auch andere Verfahren zur Qualitätssicherung eingesetzt werden. 1.2 Vor oder während des Gusses von Barren sollte der Stahl...Mehr lesen -

Normalisieren des Schmiedeteils
Normalisieren ist eine Wärmebehandlung, die die Zähigkeit von Stahl verbessert. Nachdem Sie die Stahlkomponenten auf eine Temperatur von 30–50 °C über der Ac3-Temperatur erhitzt haben, halten Sie sie eine Zeit lang und kühlen Sie sie an der Luft aus dem Ofen ab. Das Hauptmerkmal ist, dass die Abkühlgeschwindigkeit schneller ist als beim Glühen.Mehr lesen -
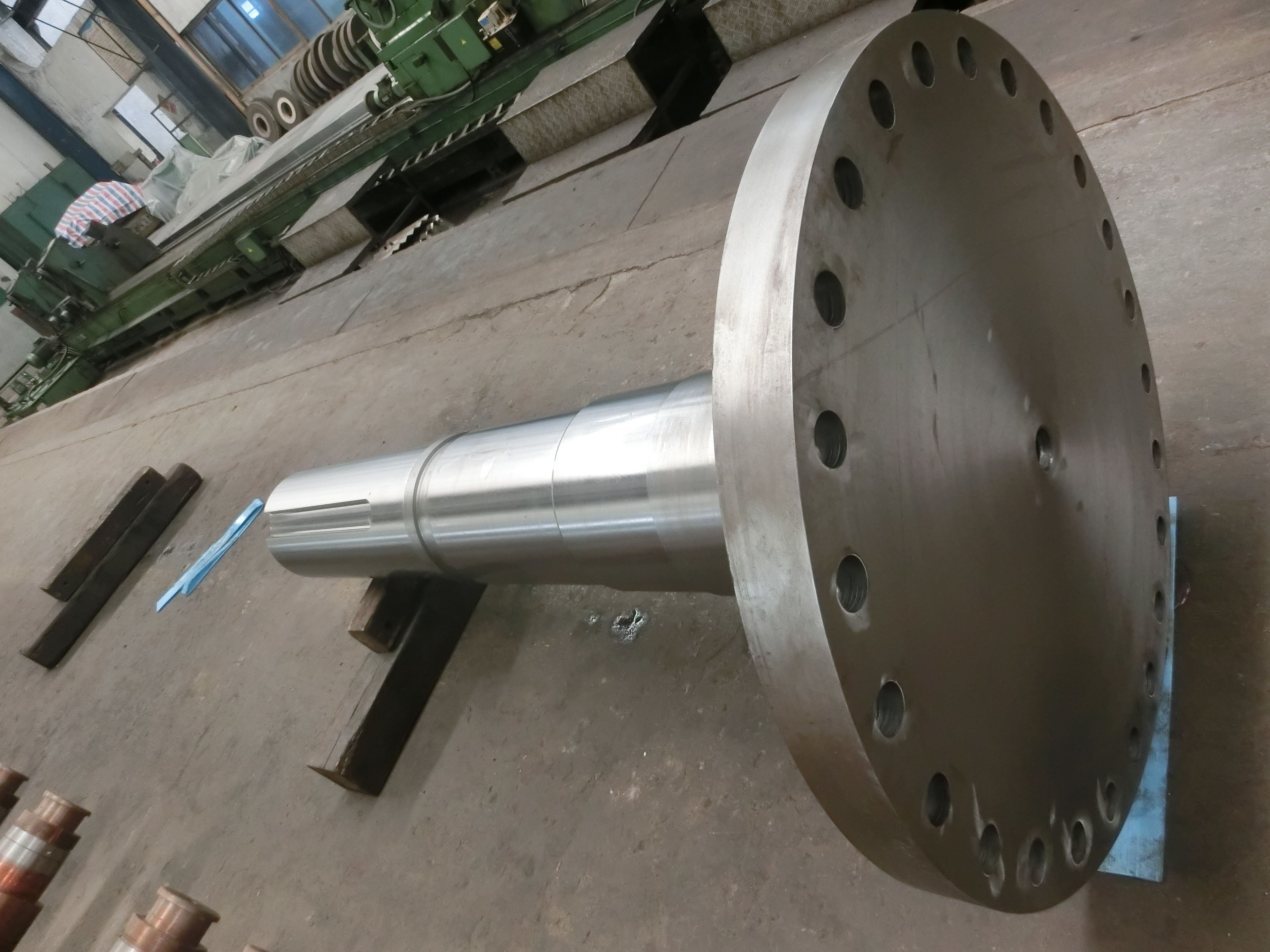
Einige technische Spezifikationen für geschmiedete Turmflansche von Windkraftanlagen
Allgemeine Anforderungen Flanschhersteller müssen über die für die Produkte erforderlichen technischen Fähigkeiten, Produktionskapazitäten sowie Inspektions- und Testkapazitäten verfügen und über mindestens zwei Jahre Erfahrung in der Schmiedeindustrie verfügen. Fertigungsausrüstung Flanschherstellung...Mehr lesen -

Anlasssprödigkeit beim Schmieden und Bearbeiten von Schmiedestücken
Aufgrund der Anlasssprödigkeit beim Schmieden und Bearbeiten von Schmiedestücken sind die verfügbaren Anlasstemperaturen begrenzt. Um zu verhindern, dass die Sprödigkeit beim Anlassen zunimmt, müssen diese beiden Temperaturbereiche vermieden werden, was die Einstellung der mechanischen Eigenschaften erschwert.Mehr lesen -

Welche Erwärmungsmethoden gibt es für Wellenschmiedestücke?
Für die Induktionserwärmung von Wellenschmiedestücken wird üblicherweise eine kontinuierliche Bewegungserwärmung verwendet, während die Hochfrequenz-Abschreckerwärmung normalerweise die Fixierung des Induktors während der Bewegung des Schmiedestücks erfordert. Mittelfrequenz- und Netzfrequenzheizung, oft durch Sensoren bewegt, und das Schmiedestück kann sich bei Bedarf auch drehen...Mehr lesen



